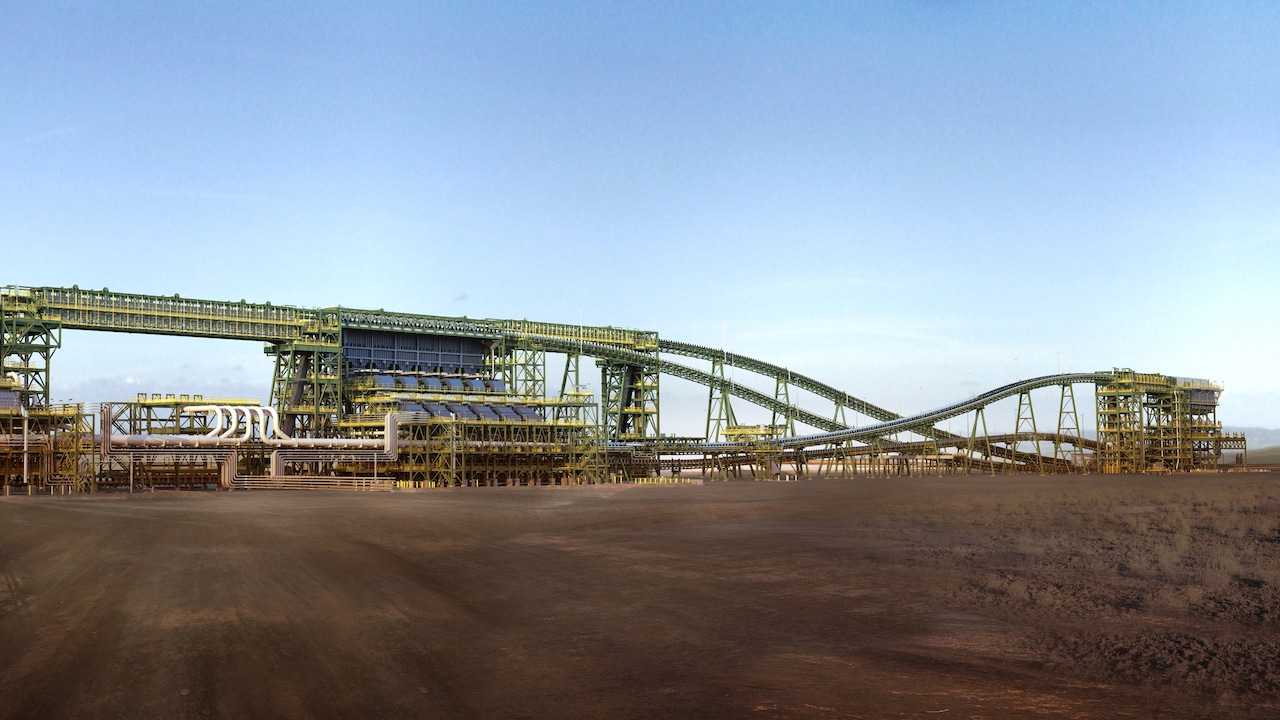
Located in Western Australia, Jimblebar is an iron ore mine, and is an 85:15 joint venture between BHP and Mitsui and ITOCHU. The project consisted of a major expansion to increase production at the plant.
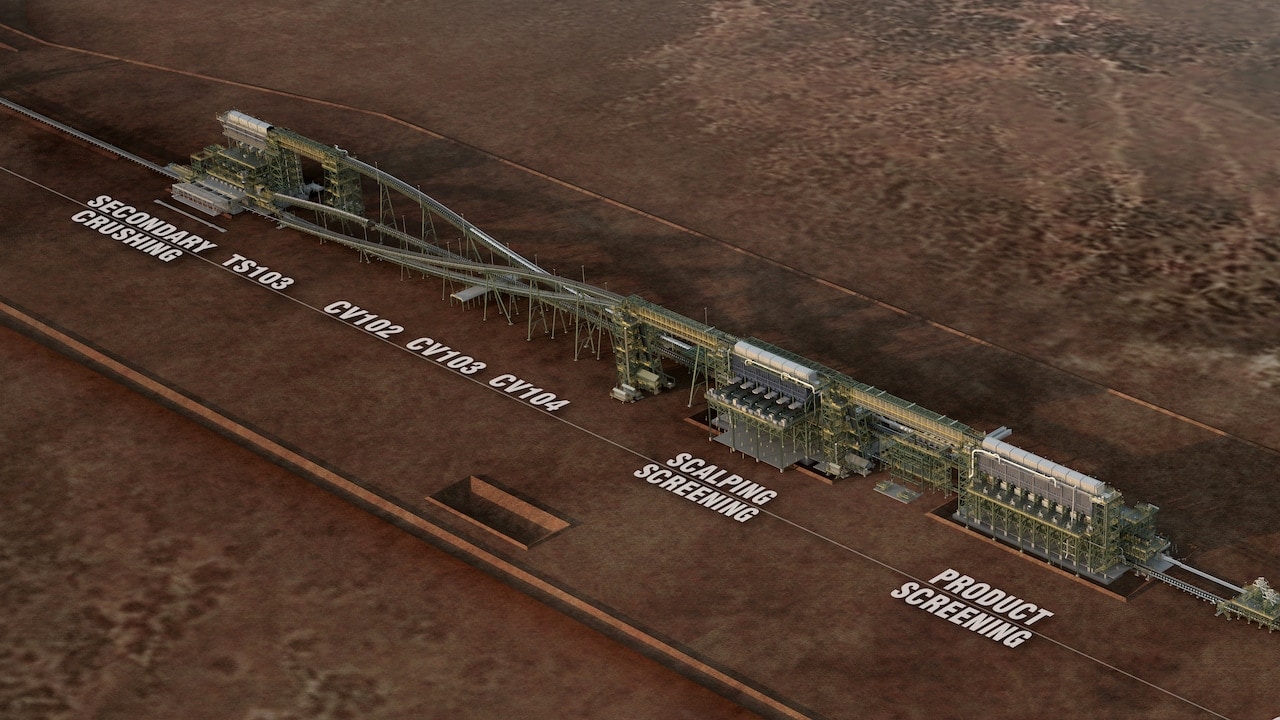
Package 1 – Inflow Circuit (primary crushing and overland conveying) designed in Chile in collaboration with DBM Vircon BIM Modelers situated in Chile and Australia;
Package 2 – Ore Handling Plant (coarse ore stockpile, primary screening, secondary scalping, secondary screening and multiple conveyors) designed in Perth
Package 3 – Outflow Circuit (stockyard conveyors, transfer stations and train load out) designed in Adelaide and Perth.
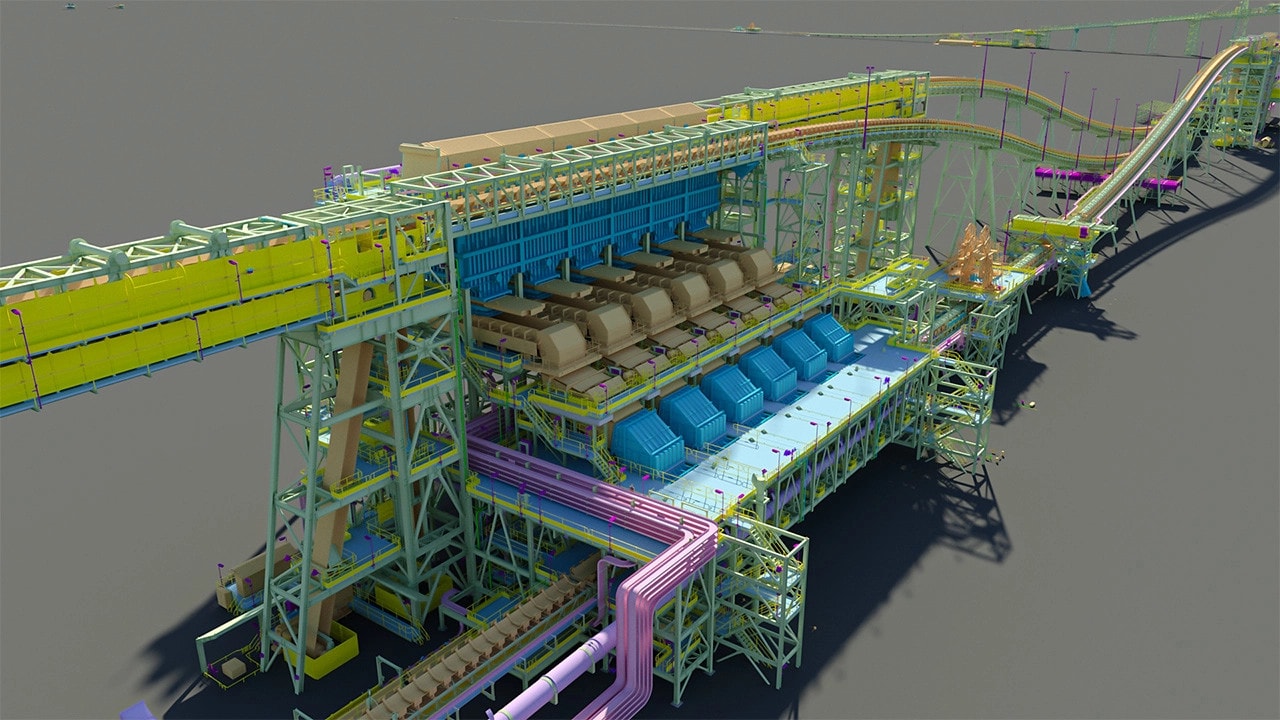
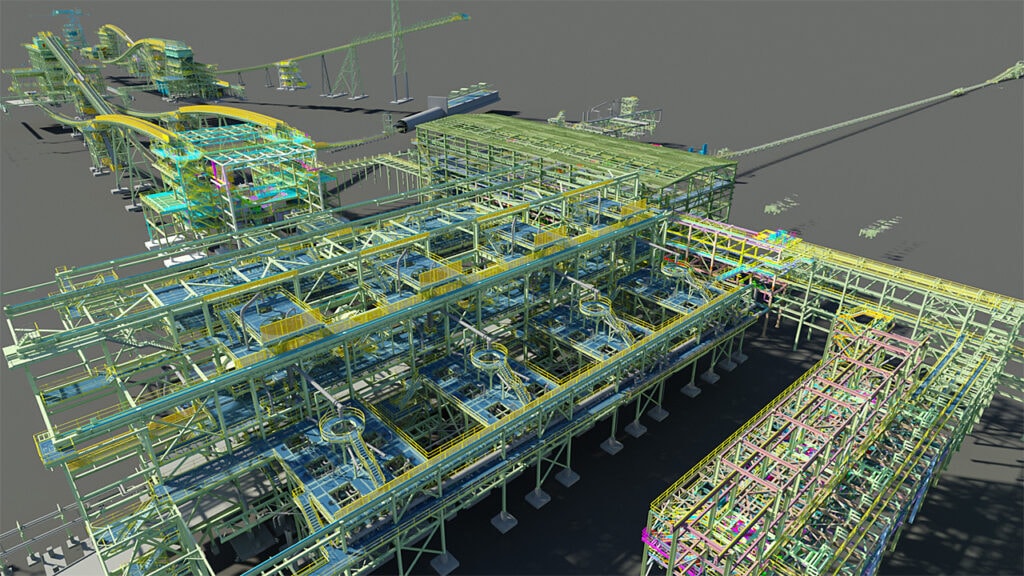
DBM Vircon’s scope included the shop detailing and 3D BIM of structural steelwork and mechanical plate work, isometrics for piping and vendor modelling of all concrete, procured items, electrical and cable trays over the 3 packages. The scope included in excess of 20,000t of steelwork across 350 models, 1,800 steelwork phases and over 75,000 detail drawings. DBM Vircon were subsequently engaged to undertake the Wheelara Project extension (Package 4) consisting of an additional primary crushing and overland conveying inflow circuit.
Jimblebar Project Highlights & Challenges
Jimblebar was the first full size project using BHP’s Generation 2 Modularization concept. BHP’s strategy was to have each module shipped from the fabrication yard with all ancillary items attached to minimize site requirements and manpower.
First steelwork was issued 6 weeks earlier than scheduled and First Ore on Ship was 6 months ahead of schedule.
Using Navisworks, DBM Vircon created customized reports to enable the modules to be shipped to Site. Requirements for insurance and customs were resolved using the data and information presented within these reports.
DBM Vircon utilized a team of over 170 resources for 6 months to accelerate delivery. In this time, over 350 active models were produced during the detailing cycle with all being reviewed by client using a 3D model review process.
Using flexible manpower across the globe and embedding the team within design offices and the fabrication yard assisted in minimizing shop queries and schedule pressures.
DBM Vircon deployed personnel to China to provide providing prompt solutions and clarifications for the fabricator BOMESC.